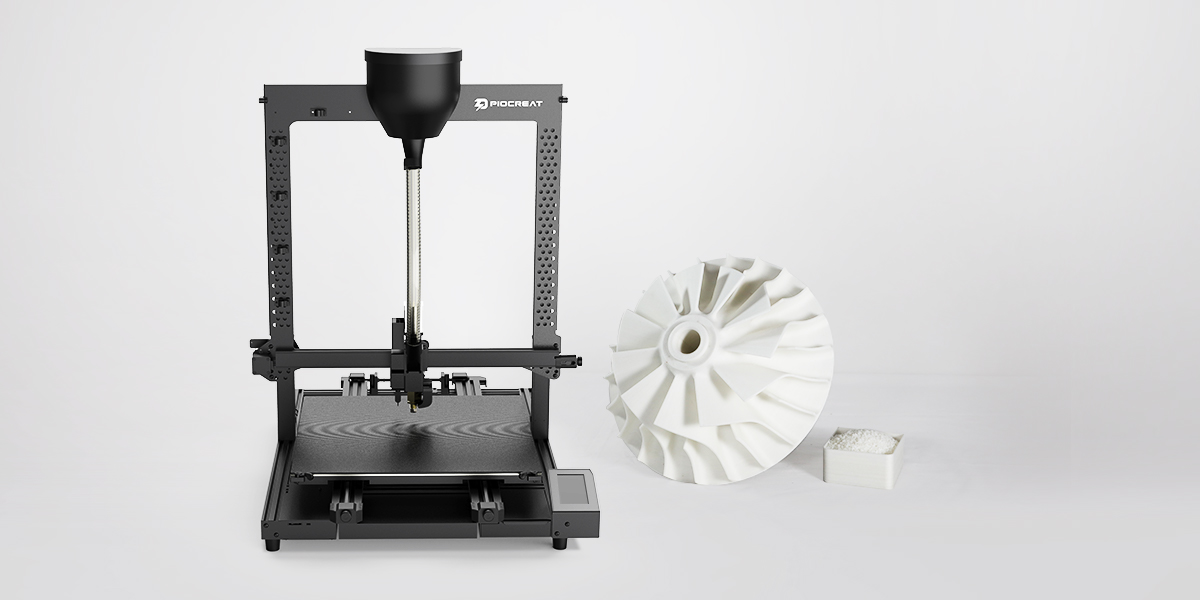
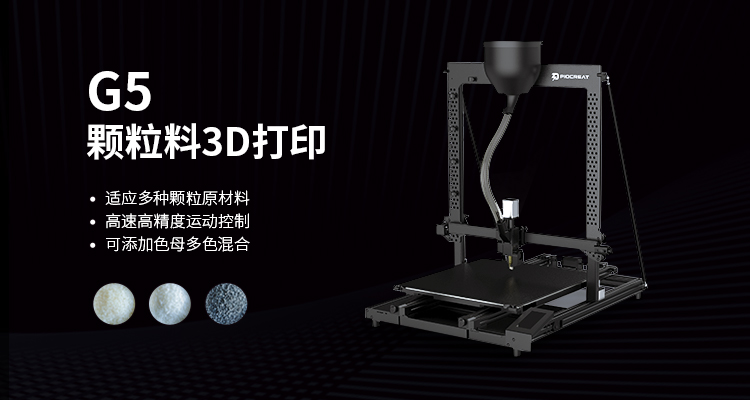
With the rapid development of the 3D printing industry, fused deposition technology (FGF, Fused Deposition Modeling) has developed into one of the most mature rapid prototyping processes. Among them, the FGF
particle 3D printer linear particle plastic 3D printer relies on its high printing accuracy and flexible operation. Convenience and other advantages are widely used, but its further promotion is limited by the cost of consumables and the types of materials. This project innovatively uses engineering plastic particles as raw materials, and aims to develop FGF-type plastic particles 3D printer model, which has important research significance for reducing the cost of consumables and broadening the types of raw materials. This paper takes the screw-type plastic particle 3D printer as the research object, and solves its problems in feed jam, uneven filament output, poor printing stability and other aspects. Based on the DEM-CFD coupling model, first of all, the movement, force and distribution of plastic particles in the transportation process under different feed angles and screw speeds are simulated and analyzed, and the simulated data is used as a subsequent evaluation benchmark for the optimization plan. Next, the particle transportation process under the fillet type feeding and tangential feeding schemes is simulated in detail, and the impact of the two optimization schemes on the contact force and distribution uniformity of the particles is analyzed, and the particle transportation process is carried out. The visual experiment of the company verifies the accuracy of the model; then the Euler two-phase flow model and the VOF model are used to simulate the original extrusion head assembly and the new extrusion head assembly, focusing on the analysis of natural working conditions, single heat dissipation conditions, The degree of optimization of the temperature distribution, molten material distribution, flow resistance, and velocity vector of the new extruder with the built-in Teflon tube under dual heat dissipation conditions and dual heat dissipation conditions; finally, the optimized degree of temperature distribution, molten material distribution, flow resistance, and velocity vector The machine conducts sample printing experiments, focusing on the effects of printing speed, printing temperature and layer thickness on printing quality, in order to match the best printing parameters, and verify the stability of the optimized machine through persistent printing experiments. The research results show that under the fillet type feeding scheme, the value of the contact force on the particles is reduced by 50% to 80%, and its value is approximately in the range of 10 to 50N, and the linear distribution characteristics of the particles have a certain degree of improvement. The tangential feeding scheme can reduce the particle contact force value by two orders of magnitude, and it is controlled within the range of 0~1N in the entire speed range. The verified simulation results are basically consistent with the experimental data; compared with the original extrusion head assembly , The uniformity of the temperature distribution of the new extruder head assembly under natural working conditions is improved, the temperature difference is basically controlled within 5-10 ℃, the effective utilization of energy is increased from 10.25% to 20.01%, waiting for the heating time and the maximum shear pressure in the flow channel The values are reduced by 1/3. At the same time, the temperature at the throat can be controlled below the particle melting temperature in the single heat dissipation working condition and the double heat dissipation working condition, and the temperature of the throat can be further reduced after the Teflon tube is built in the throat; after optimization The best printing parameters of the machine are: printing temperature 210℃, printing speed 35mm/s, layer thickness 0.10mm~0.25mm, and the printing quality is more than doubled than before optimization.